








PLA-LW,1.75mm,natural color


Il prezzo originale era: €34,13.€27,30Il prezzo attuale è: €27,30.
- Gostota do 0,54 g/cm3
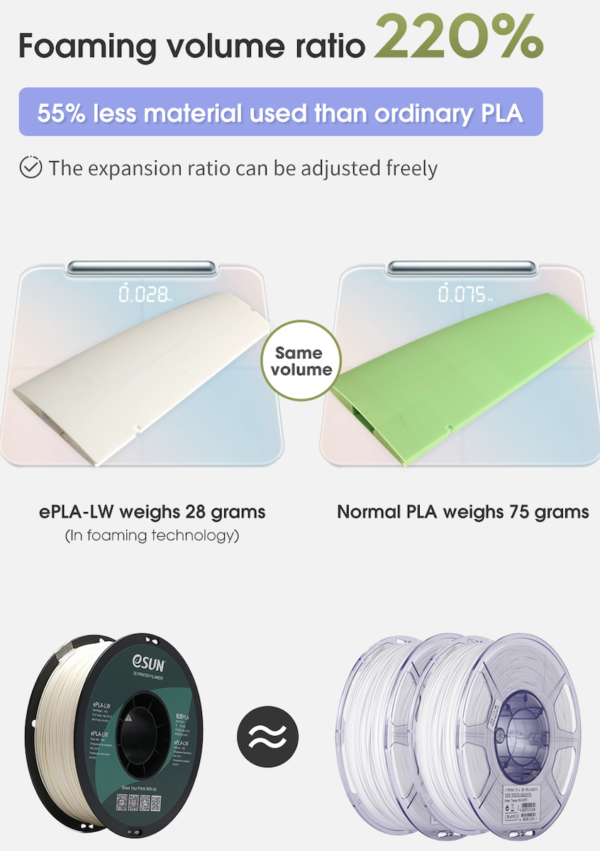
- Volumensko razmerje pene 220 %
- Prosta nastavitev jakosti in razmerja pene
- Odličen učinek mat površine
- Dobra plastna adhezija
- Enostaven za barvanje
- Odlična možnost tiskanja
- Descrizione
- Informazioni aggiuntive
- Recensioni (0)
- Tabela lastnosti filamenta
- Opombe o tiskanju
- Prenosi
- Zanimivo
Descrizione
Descrizione
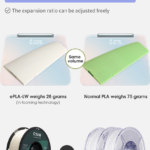
PLA-LW (Low Weight) ali PLA z nizko gostoto je material, razvit posebej za letalsko modelarstvo. Medslojna adhezija je dobra, hitrost in moč penjenja pa je mogoče nadzorovati s prilagajanjem temperature tiskanja. Z uporabo aktivne tehnologije penjenja za doseganje lahkih PLA delov z nizko gostoto je razmerje volumna penjenja 220 %, gostota pa je 0,54 g/cm3. PLA-LW ima zaradi penjenja večplastni vzorec skoraj neviden, površina potiskanega predmeta pa je mat in občutljiva. Pod istim modelom in pri isti hitrosti lahki PLA omogoča modelu manjšo obremenitev kril in nižjo hitrost hlajenja, kar lahko močno izboljša zmogljivost modela letala.
【Aplikacija】 Tehnologija aktivnega penenja se uporablja za izdelavo lahkih in PLA delov z nizko gostoto, posebej zasnovanih za področja modelov letal, dronov in COSPLAY.
【Lažja teža】 Pri istem modelu in pri isti hitrosti ePLA-LW omogoča, da ima model letala manjšo obremenitev kril in nižjo hitrost zastoja.
【Več prihranka】 Pri tiskanju enakega obsega modela lahko 1 kolut ePLA-LW uporabite kot 2 koluta običajnega PLA, kar prihrani 55 % filamenta v primerjavi z običajnim PLA.
【Odličen učinek tiska】 V bistvu skoraj neviden rob plasti, odličen mat in občutljiv vizualni učinek po tiskanju. Barvanje je enostavno, površinski pigment pa ima močno oprijemljivost.
【Vakumirana zaprta embalaža】 Neto teža: 1 kg. Filament eSUN je na voljo v zaprti vakuumski vrečki s sušilno vrečko, da ostane suh in prepreči prah in tujke, prepreči zagozdenje šob in ustvari gladke zaključne plasti 3D modelov.
Informazioni aggiuntive
Informazioni aggiuntive
| Peso | 1 kg |
|---|---|
| Barva | |
| Premer | 1.75mm |
Recensioni (0)
Recensisci per primo “PLA-LW,1.75mm,natural color”
Devi effettuare l’accesso per pubblicare una recensione.
Tabela lastnosti filamenta
| FILAMENT ZA 3D TISK | ePLA-LW |
| Gostota (g/cm3) | 1.2 |
| Temperatura toplotne deformacije (℃, 0,45 MPa) | 53 |
| Indeks pretoka taline (g/10 min) | 8.1(190℃/2.16kg) |
| Natezna trdnost (MPa) | 32.2 |
| Raztezek pri pretrganju(%) | 68.9 |
| Upogibna trdnost (MPa) | 41.31 |
| Upogibni modul (MPa) | 1701 |
| IZOD udarna moč (kJ/㎡) | 8.58 |
| Vzdržljivost | 4/10 |
| Možnost tiskanja | 9/10 |
| Priporočeni parametri tiskanja | |
| Temperatura ekstruderja (℃) | 190 – 270℃ |
| Temperatura postelje (℃) | 45 – 60°C |
| Hitrost ventilatorja | 100% |
| Hitrost tiskanja | 40 – 100mm/s |
| Ogrevana postelja | Optional |
| Priporočene gradbene površine | Maskirni papir, PVP lepilo, PEI |
| Funkcija | |
| Prilagodljiv | —— |
| Elastično | —— |
| Odporen na udarce | —— |
| Mehko | —— |
| sestavljeni | —— |
| UV odporna | —— |
| Vodoodporen | —— |
| Raztopljeno | —— |
| Toplotno odporne | —— |
| Kemično odporen | —— |
| Odporen proti utrujenosti | —— |
| Potrebno je sušenje | —— |
| Potrebna je ogrevana postelja | —— |
Opombe o tiskanju
- Upoštevajte, da je nastavitev hitrosti prvega sloja skladna z dejansko hitrostjo tiskanja, nastavljeno na 100 % dejanske hitrosti tiskanja. Izklopite funkcijo upočasnitev tiskanja prvega sloja in majhnih površin. Hitrost iztiskanja prvega sloja je skladna z dejansko hitrostjo ekstrudiranja pene, kot je to 270 stopinj nastavlitev na 45 % stopnje ekstruzije prve plasti. Vkolikor je oprijem na postelji premočan, lahko nastavite večjo debelino prvega sloja ali pa uporabite sredstva za zmanjševanje oprijema (lak, puder,..).
- Bodite pozorni na najvišjo delovno temperaturo tiskalnika. Večina tiskalnikov s teflonskimi cevmi ne more delovati dlje časa nad 250 ℃. Dolgotrajno tiskanje nad to temperaturo lahko povzroči zamašitve šobe in izgorevanje teflonske cevi. Če temperatura preseže 250 ℃, so za tiskanje potrebni visokotemperaturni kovinski ekstruderji, kot so »all metal hotends«.
- Porumenelost natisnjenih delov po visokotemperaturnem penjenju je normalen pojav. Znižanje temperature tiskanja ga lahko zmajnša.
- Ker se ePLA-LW neprekinjeno peni v talilni votlini ekstruderja, umik ali »retrakcija« nima učinka . Nitkanje (cejenje ali »stringing«) je med tiskanjem normalno. Priporočljivo je, da dele RC letala natisnete v načinu vaze, da zmanjšate učinek nitkanja.
- Razmerje penjenja je povezano s temperaturo, hitrostjo tiskanja in velikostjo talilne votline šobe. Bodite pozorni na nastavitev debeline stene glede na model in prilagodite hitrost tiskanja, temperaturo, hitrost in druge parametre.
Nastavitve Tiskanja
|
Temperatura/℃ |
200 |
210 |
220 |
230 |
240 |
250 |
260 |
270 |
280 |
|
Hitrost penjenja/% |
0 |
0 |
11 |
33 |
82 |
100 |
122 |
122 |
82 |
|
Razmerje prostornine/% |
100 |
100 |
111 |
133 |
182 |
200 |
222 |
222 |
182 |
|
Stopnja ekstruzije/% |
100 |
100 |
90 |
75 |
55 |
50 |
45 |
45 |
55 |
|
Gostota/g/cm3 |
1.2 |
1.2 |
1.08 |
0.9 |
0.66 |
0.6 |
0.54 |
0.54 |
0.66 |
|
Hitrost |
40mm/s |
||||||||
Prenosi

Zanimivo
- Izvedite več na naslednji povezavi o 3D tiskanju in metodi FDM( Fused deposition modelling), FFF (Fused Filament Fabrication) ali po Slovensko, ciljno nalaganje. FDM kratica je bila vključena v zaščiti s patentom in zato so raje uporabljali kratico FFF, katera ni bila zaščitena.
- Več o DLP tiskanju na naslednji povezavi.
- Nastavitve Slicerja: V PrusaSlicerju na osnovi Slic3rja so nastavitve ESUN filamentov že vključene v osnovno knjižnico. V slicerju se lahko tudi nastavijo drugi tiskalniki, kot so Creality in podobno. Slicer si lahko prenesete na naslednji povezavi: Naloži PrusaSlicer
- V sekciji “Prenosi” si lahko prenesete 3d model zmajčka. Če zmajčka natisnete in nas označite na instagramu vam podarimo dodaten 5% popust pri naslednjem nakupu. Označite nas z @Seneko3DShop.
Prodotti correlati
-
Akcija!, PLA Filamenti, PLA+ Filamenti
PLA+ refill filamenti + eSPOOL, 3x1kg
Il prezzo originale era: €76,93.€56,83Il prezzo attuale è: €56,83. -
PLA Filamenti, PLA+ Filamenti
PLA+ refill filamenti
Il prezzo originale era: €23,63.€18,90Il prezzo attuale è: €18,90. -
-
PLA Filamenti, PLA Twinkling
Twinkling filament,1.75mm
Il prezzo originale era: €30,86.€24,69Il prezzo attuale è: €24,69. -
Color Change Filamenti, CC Temperature Filamenti
PLA Filament Color changing by Temperature Blue 1,75 mm
Il prezzo originale era: €21,61.€17,29Il prezzo attuale è: €17,29. -
Akcija!, PLA Filamenti, PLA+ Filamenti
PLA+ Filamenti, 3x1kg
Il prezzo originale era: €72,72.€52,35Il prezzo attuale è: €52,35. -
Akcija!, PLA Filamenti, PLA+ Filamenti
PLA+ refill filamenti, 3x1kg
Il prezzo originale era: €70,10.€51,03Il prezzo attuale è: €51,03. -
PLA Filamenti, PLA Matte
PLA Mat filament, 1,75mm, 1kg
Il prezzo originale era: €32,99.€23,99Il prezzo attuale è: €23,99. -
-
PLA Filamenti, PLA Luminous Rainbow
PLA Luminous Rainbow, 1,75mm, 1KG
Il prezzo originale era: €35,86.€31,18Il prezzo attuale è: €31,18. -
Akcija!, PLA Filamenti, PLA+ Filamenti
PLA+ refill filamenti + eSPOOL, 3x1kg
Il prezzo originale era: €76,93.€56,83Il prezzo attuale è: €56,83. -
PLA Filamenti, PLA+ Filamenti
PLA+ refill filamenti
Il prezzo originale era: €23,63.€18,90Il prezzo attuale è: €18,90. -
-
PLA Filamenti, PLA Twinkling
Twinkling filament,1.75mm
Il prezzo originale era: €30,86.€24,69Il prezzo attuale è: €24,69. -
Color Change Filamenti, CC Temperature Filamenti
PLA Filament Color changing by Temperature Blue 1,75 mm
Il prezzo originale era: €21,61.€17,29Il prezzo attuale è: €17,29. -
Akcija!, PLA Filamenti, PLA+ Filamenti
PLA+ Filamenti, 3x1kg
Il prezzo originale era: €72,72.€52,35Il prezzo attuale è: €52,35. -
Akcija!, PLA Filamenti, PLA+ Filamenti
PLA+ refill filamenti, 3x1kg
Il prezzo originale era: €70,10.€51,03Il prezzo attuale è: €51,03. -
PLA Filamenti, PLA Matte
PLA Mat filament, 1,75mm, 1kg
Il prezzo originale era: €32,99.€23,99Il prezzo attuale è: €23,99. -
-
PLA Filamenti, PLA Luminous Rainbow
PLA Luminous Rainbow, 1,75mm, 1KG
Il prezzo originale era: €35,86.€31,18Il prezzo attuale è: €31,18.

















Recensioni
Ancora non ci sono recensioni.