
Tiskanje z ESUN ePA-CF
v nadaljevanju so navodila in priprava za uspešno in kakovostno tiskanje z esun filamentom PA-CF, nylon (Poliamid) s karbonskimi vlakni.
Kaj je najlon ali poliamid
Ko gre za materiale za 3D tiskanje, je treba omeniti najlon kot enega najbolj priljubljenih materialov za profesionalne uporabnike. To je mogoče v veliki meri pripisati njegovi priljubljenosti na področjih izven 3D tiskanja. Najlon ima širok spekter uporabe zahvaljujoč svojim edinstvenim lastnostim, prednosti 3D tiskanja pa pomenijo, da je dele mogoče enostavno in poceni izdelati sproti.
Najlon se nanaša na skupino plastičnih mas, znanih kot poliamidi. Večinoma so pol-kristalni in na splošno zelo žilavi materiali. Najdemo ga v številnih različicah, vendar so najpogostejše najlon 6, najlon 6-6 in najlon 12. Je termoplastičen material, kar pomeni, da postane mehak pri segrevanju ali tekoč, ko se segreje nad tališče, in se strdi pri ohlajanju. Ta postopek segrevanja in hlajenja je mogoče izvesti večkrat, ne da bi bistveno vplivali na njegove inherentne kemične ali mehanske lastnosti.Najlone je mogoče enostavno zmešati s številnimi drugimi plastičnimi materiali, da tvorijo kompozite, s čimer se izboljšajo njihovi parametri delovanja. To se pogosto izvaja v avtomobilski industriji in nekateri pogosti kompoziti v 3D-tiskanju so najlon, polnjen s steklom, in najlon, polnjen z ogljikovimi vlakni. Najlon je vsestranski material in je primeren za skoraj vse vrste proizvodnih postopkov, kot so brizganje, ekstrudiranje in aditivna proizvodnja (v FDM, SLS in MJF).
Prednosti in Slabosti
Prednosti
➜ Mehanske lastnosti
➀ Visoka odpornost na udarce – Vzdržljiv v situacijah, ko deli nenehno udarjajo skupaj ali padejo.
➁ Odporen proti obrabi – nizek koeficient trenja najlona omogoča uporabo najlona v aplikacijah z gibljivimi deli, ki bi se sicer obrabili drug na drugega.
➂ Prilagodljiv – pri tanjših geometrijah je najlon mogoče večkrat upogniti, ne da bi se zlomil.
➜ Naknadna obdelava: najlon je higroskopičen in ta lastnost omogoča enostavno naknadno obdelavo z vpijanjem barv za tkanine in barv v spreju.
Slabosti
➜ Higroskopičnost: najlon je higroskopičen, kar pomeni, da absorbira vlago iz zraka, kar lahko vpliva na kakovost tiskanja in končno na delovanje dela.
➜ Predhodno sušenje: Najlon je treba predhodno posušiti, da odstranimo vso vlago, ki jo je absorbiral. To zahteva dodaten napor, dodatno opremo in dodaten čas. In če je sušenje nezadostno, se pokaže pri tisku.
➜ Upogibanje: Najlon je nagnjen k upogibanju zato se pri tisku lahko popači del ali toleranca.
Sušenje filamenta
Kljub temu, da je filament tovarniško zapakiran je za nylon ali poliamid, ki je izredno higroskopičen, nujno, da ga posušimo pravilno pred uporabo. Vlažen filament bo povzročal veliko nitkanja ali po angl. “stringing” in neenakomerno ekstruzijo, slabšo plastno adhezijo kar posledično vpliva na kakovost tiska.
Za sušenje filamentov svetujemo, da si priskrbite vsaj sušilnik za sadje, ki ima možnost gretja in nastavljanje temperature do 80 C.
Po tiskanju priporočamo uporabo vakuumskih vrečk s sušilnim sredstvom ali silika gelom. Sami uporabljamo praktično rešitev vakuum kita, ki vsebuje črpalko, silika gel in indikacijo vlage na tem linku : https://www.seneko.net/izdelek/vakuum-kit/

Primer sušilnika sadja, katerega je moč uporabiti za sušenje higroskopičnih filamentov.

Spodaj je prikazana tabela za sušenje s časi gretja za posamične materijale:
| No. | Materials | Dryer Temp | Drying Time |
| 1 | PLA | 50°C (122°F) | > 3h |
| 2 | ABS | 65°C (149°F) | > 3h |
| 3 | PETG/CPE | 65°C (149°F) | > 3h |
| 4 | Nylon | 70°C (158°F) | > 12h |
| 5 | Dessicant | 65°C (149°F) | > 3h |
| 6 | PVA | 45°C (113°F) | > 10h |
| 7 | TPU/TPE | 55°C (131°F) | > 4h |
| 8 | ASA | 60°C (140°F) | > 4h |
| 9 | PP | 55°C (131°F) | > 6h |
| 10 | HIPS | 60°C (140°F) | > 4h |
| 11 | PC | 70°C (158°F) | > 6h |
| 12 | PEEK | 70°C (158°F) | > 6h |
Priprava Delovne površine
Nylon nima dobrega prijema na PEI plošči in zato svetujemo uporabo laka ali lepila za 3D tisk. Primer je uhu lepilo ali podobno. Da bi dosegli bolj enakomeren nanos lepila in pridobili lepši prvi sloj se lahko lepilo zameša z isopropil alkoholom, dokler se ne dobi homogene mešanice, katero se nanese na delovno površino.
Ne Pozabi, pred tiskanjem je potrebno nastaviti višino prve plasti, LIVE Z, baby steps ali podobno.
Tiskanje s komoro
Najlon je nagnjen k neenakomernem zvijanju med tiskanjem. Najlon ima višji skrček pri ohlajanju in do zvijanja pride zaradi neenakomernega temperaturnega gradienta na plasti, kjer je morda hladneje na robovih se tam bolj skrči in upogne. Temu se lahko izognemo z učinkovitim lepljenjem na delovno površino, ogrevano delovno ploščo/površino in enakomerno temperaturo, ki jo dosežemo z tiskalno komoro. Kot dodatna previdnost lahko med tiskanjem z najlonom izklopite hladilne ventilatorje (vsi rezalniki ali slicerji imajo možnost izklopa ventilatorjev med tiskanjem).
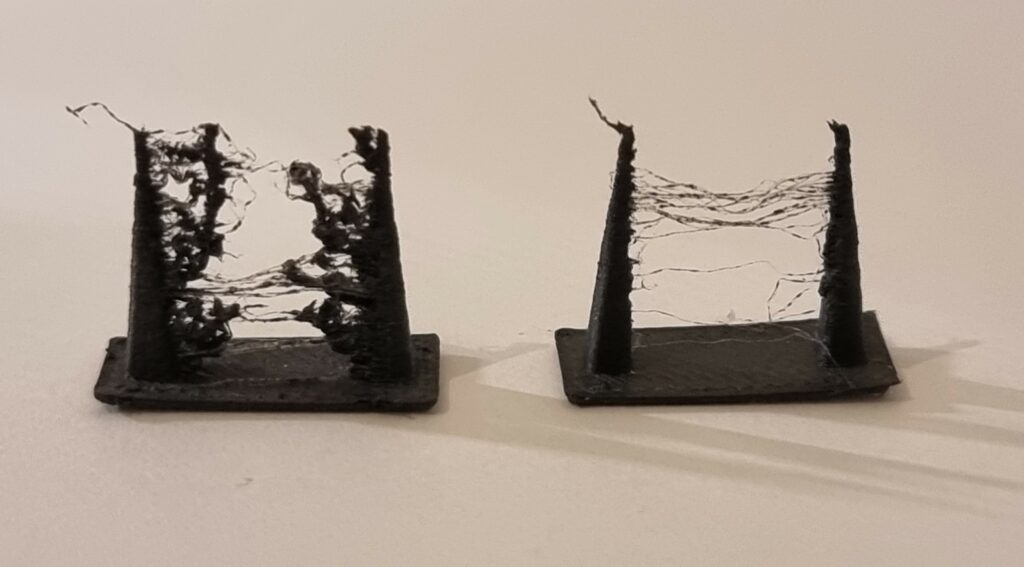
Tukaj si lahko prenesete datoteko za hitri test nitkanja : Link to fast stringing test 3mf
Profil rezalnika ali slicerja
Dober profil za tiskanje je že vključen v Prusa rezalniku pod kategorijo ESUN PACF test 1.1, kjer si lahko po potrebi še dodatno nastavite detajlno glede na vaš tiskalnik.

Viri
- Odličen blog z navodili za tisk esun PACF filamenta s tiskalnikum Prusa : https://www.schweinert.com/my-recipe-for-3d-printing-with-esun-pa-cf/

LEAVE A COMMENT
Devi essere connesso per inviare un commento.